精密板金
接合(溶接・リベット)

御社のハートをNDK技術に接合します!
スポット溶接、TIG(アルゴン)溶接、半自動溶接を駆使し、美しい溶接ビードを演出します。
熱膨張・熱収縮による歪みと上手につきあうことが溶接のコツです。
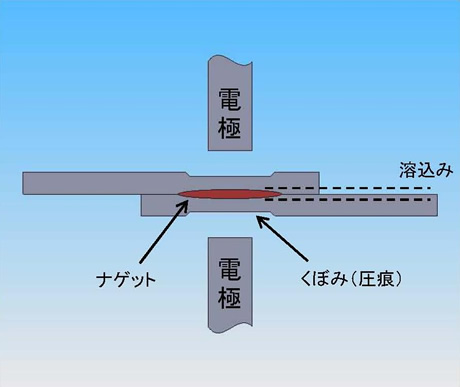
スポット溶接

スポット溶接は重ねた2枚の板を電極で挟み込み電流を流すことで金属を溶かして接合します。
重なる部分の幅が小さすぎると、適用できないこともあります。(必要幅10mm以上)
(適用材料:鉄+鉄、SUS+SUS、アルミ+アルミ、鉄+SUS etc.)
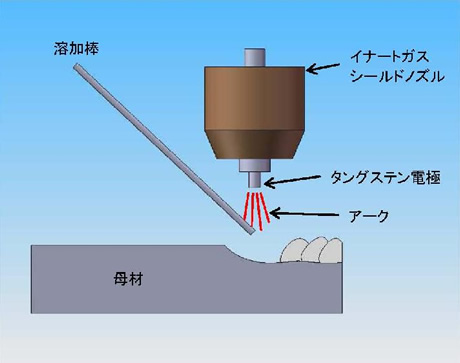
アルゴン溶接
アルゴン溶接は不活性ガスであるアルゴンガスを使用した溶接方法で、TIG溶接とも呼ばれています。
鉄、アルミ、ステンなどの溶接に威力を発揮し技術者によって美観にも大きな影響を与えます。
(適用材料:鉄+鉄、アルミ+アルミ、SUS+SUS、鉄+SUS etc.)
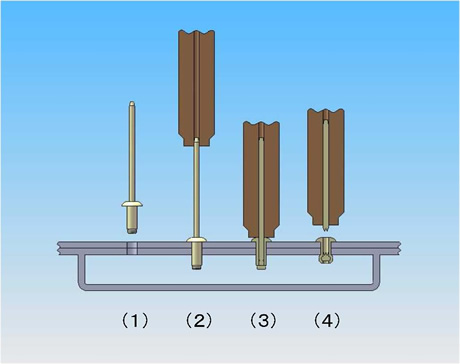
リベット構造
材質やその他の要因で溶接ができない場合、リベット構造は代替案の1つです。
また、コストダウン(歪み修正、焼け跡処理、仕上げが省略できる)の観点からも選択肢に検討できます。
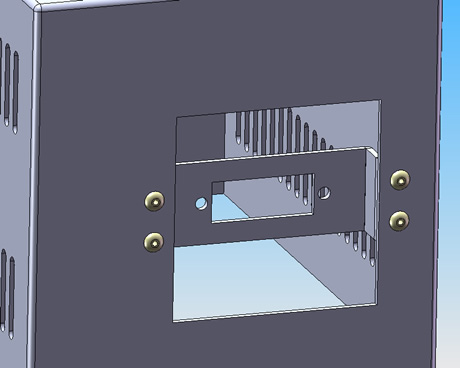
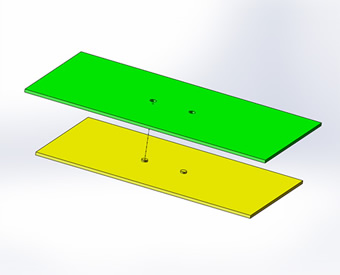
ハーフパンチによる位置決め
通常、溶接時は取付位置を決める為に片側にハーフパンチ(凸)、もう一方に穴をあけて位置合わせが容易に
できるようにします。この際、外観上に問題がなければ、穴は埋めません。